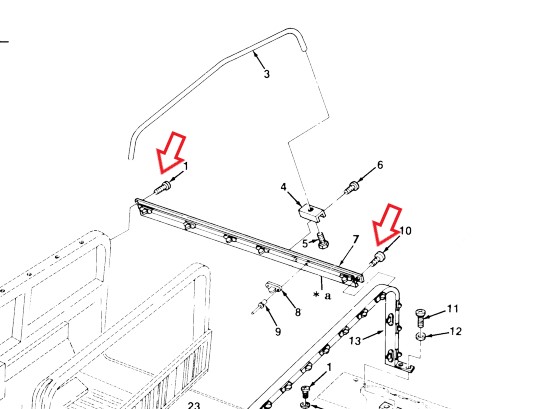
The screws at the front, middle, and rear of each rail are called out by different part numbers in the TM. The front screw (#1) 5305-01-210-6249 [5305012106249] with a manufacturer P/N of PL25D02P12 was not locatable.
The screw at the rear of the rail (#10) 5305-01-117-3396 [5305011173396] was similarly unlocatable, however we were able to locate this screw by its manufacturer P/N of NAS1635-3LE12. This is essentially a #10-32 x 3/4 screw. However, this has pre-applied locking compound. Additionally, we surmise this screw probably has a higher tensile strength than a standard 10-32 screw as it is an aircraft fastener.
As for the PL25D02P12 fastener called out for the front connection, at least one vendor (Kascar/real4wd.com) lists the NAS1635-3LE12 as an interchange. (at time of post, searching for the PL25D02P12 fastener comes up as NAS1635-3LE12) See: https://real4wd.com/store/catalog/search.aspx?keywords=PL25D02P12
In other words, we are comfortable that since both fasteners specifications are as a self-locking 10-32 x 3/4″, that use of the NAS1635-3LE12 is proper. There are apparently 50 in a box, and we have ordered 4 boxes to keep in stock.
Rapco “686” Tan applied to dash and vent areas. Note: Paint is still wet, when dry it is completely flat.
Prior to assembling the gauge cluster, lighting switches, filter minder and other connections, we prepped the existing CARC to accept paint. Special attention was paid to masking the window rubber, as paint can rapidly degrade it. This was painted in Rapco “686” Tan (which corresponds with FS 33446).
By pre-painting the dash and vent areas, it ensures an even color when these areas are masked off for complete vehicle paint.
As our shifter was frozen solid, it required use of a hydraulic press, hammer, and punch to dissasemble the shifting mechanisms. In the process, we ended up destroying both the shaft and the bushing.
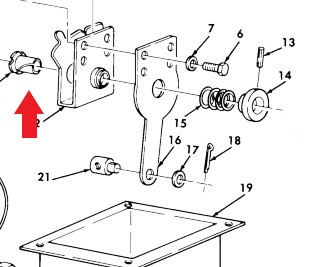
This bushing 3120-01-191-3232 [3120011913232] (indicated by red arrow) is made of thin nylon. Although after looking at it, we could have replaced it with an oilite or brass bushing, that would require machining of the shifting bracket. We then attempted to source the bushing using the NSN with no luck. However, we were able to located the part (currently available for order) from the manufacturer using the part number 10L18F. Applied Industrial Technologies carries this part available at https://www.applied.com/c-brands/c-thomson-industries/10l18f/Thomson-Nyliner-Bearing/p/101610126.
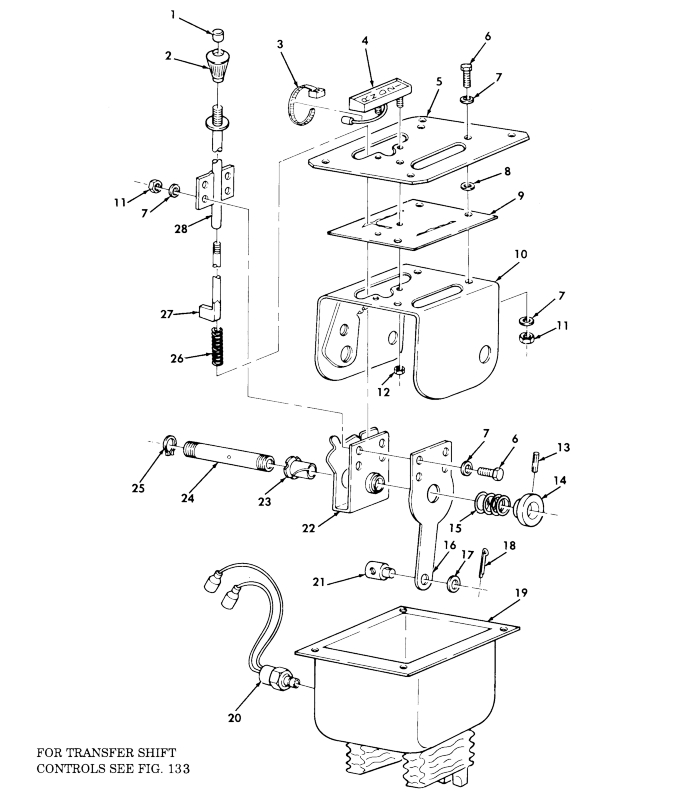
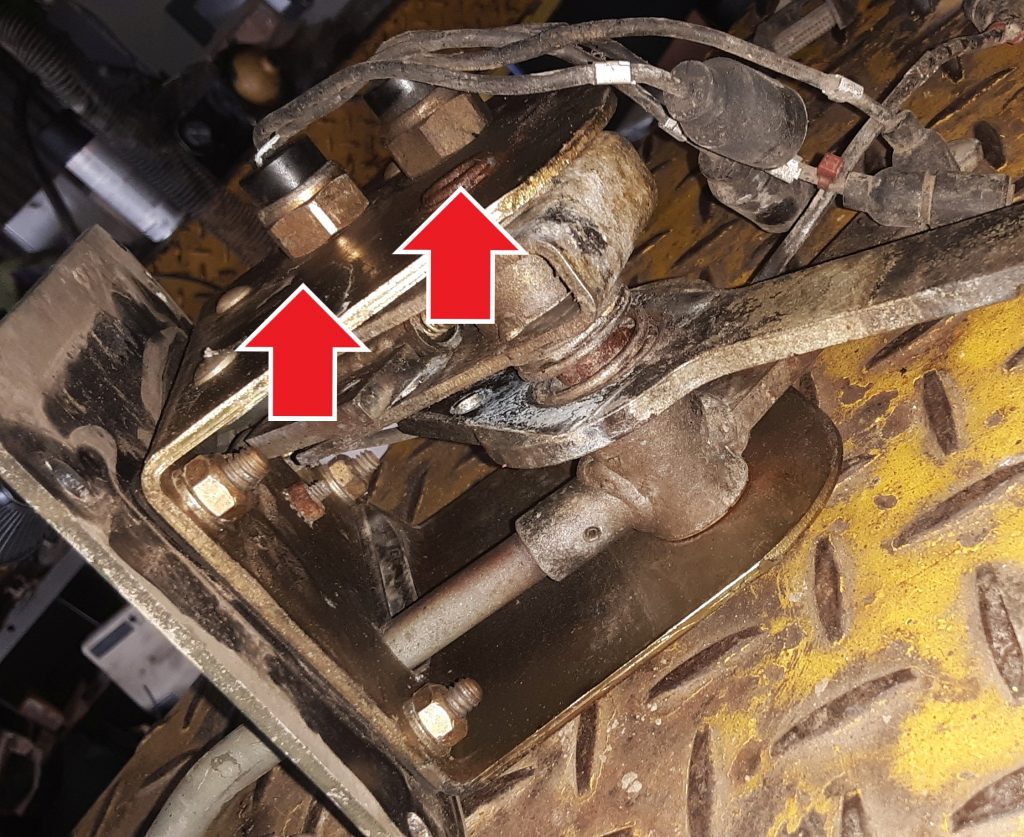
The transmission shifter in our M1038 was frozen, in that the release button could not be depressed to release the shifter. Additionally, the lever 2520-01-189-1064 [2520011891064] (Fig. 99, Item 16) was broken at the connection point. After removing the entire assembly, we noticed that this was an atypical shifter in that it had not only the safety switch 2920-01-249-3492 [2920012493492](Fig. 99, Item 20), but also a reverse light switch (not shown in diagram).
Shifter showing neutral safety switch and reverse light switch. Reverse switch is the right arrow.
It is our current understanding that the reverse light switch was used only on Marine HMMWVs, but that it is also desirable for on-road civilian use in states that require a functioning reverse light. The lead from one of the wires was 467 (whereas the neutral safety is 14). Of note, the hole for the reverse switch appears to exist in all of the housing assemblies (Fig. 99, Item 10). (See diagram). Of further note, the switch appears to be the same as the neutral safety other than there is a bushing installed to allow the smaller switch to be installed in a larger hole
From this, it appears that a reverse light switch can be installed in any of the earlier shifters. Once we identify the threaded bushing dimensions, we will post it. It seems relatively difficult to source the reverse light switch as opposed to the neutral safety switch.
Although we already have the tools, wire, and terminals for repairing HMMWVwiring, it’s nice to have the correct and authentic box. There is a short discussion of this kit at https://olive-drab.com/od_mseries_connectors.php.
The HMMWV uses a common cooler frame containing cores for both transmission fluid and engine oil. 2930-01-168-7911 [2930011687911
Cooler fins being straightened with a Robinair 18403 Fin Comb (also known as a “fin straightener) Note the use of the 10 fins/inch com
Quite often, the cooling fins are damaged (by being bent or collapsed) at the top and bottom of the unit, and often within the main area of the cores themselves.
Our unit had crushed and bent fins on the top, bottom, front and back. The picture above shows use of a fin comb to straighten out the fins. Although we used a Robinair with multiple combs, you could simply acquire a 10 fins/inch comb to accomplish the same task.
Although a tedious and time consuming task, this will ensure not only optimum airflow and cooling, but it also eliminates the somewhat unsightly bent fin situation.
Cooler shows straightened fins after passes with fin comb.
In an earlier post, we discussed interchange for the quick connector used on the fan clutch. Pictured below is the commercial equivalent of 4730-00-900-3296 [4730009003296] (Figure 178, Item 23), which is simply a 1/8″ x 1/8″ NPT nipple.
Although there are varying opinions on pipe dopes v. teflon tape, we prefer to use Rectorseal #5. It does come second only to anti-sieze at managing to make a mess, but we have successfully used this material for decades without encountering leaks.
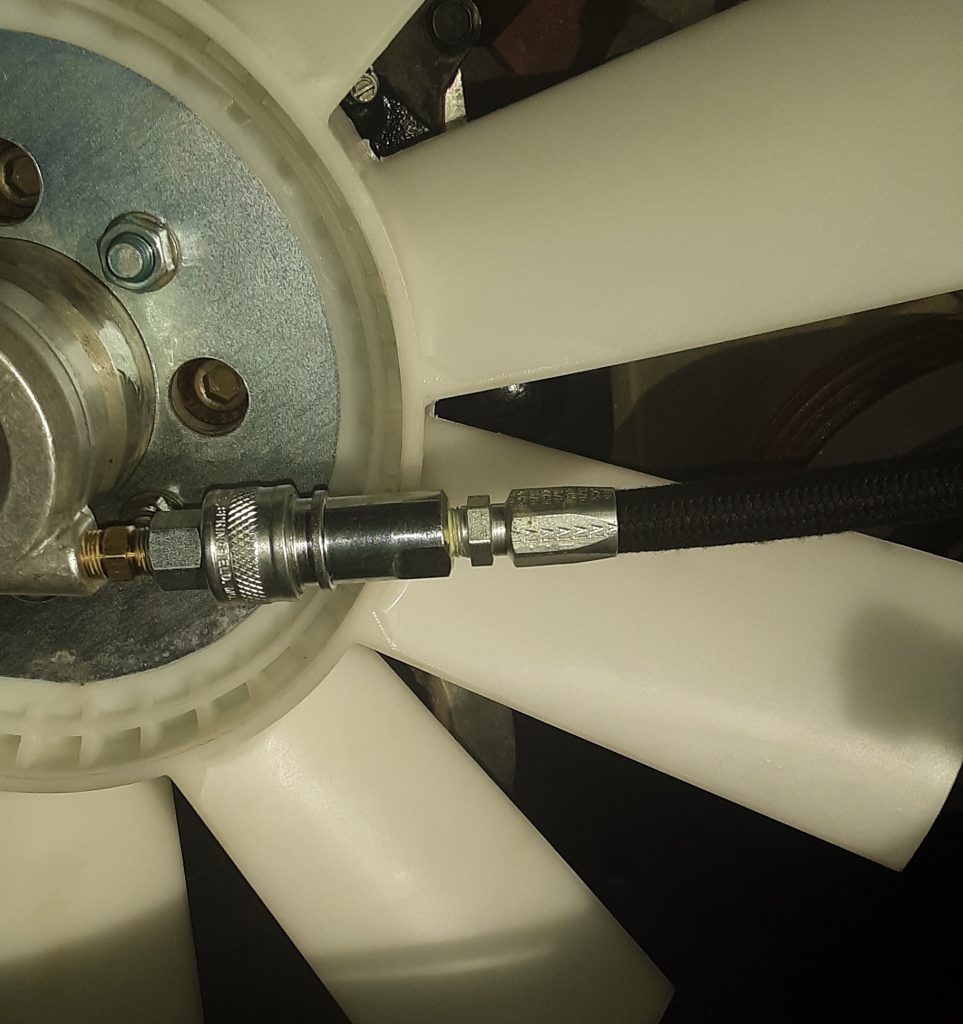
Pictured below is the nipple and the quick disconnect discussed in the earlier posting. This is essentially one half of what is shown as Item 7 in Figure 178, and has been assembled to the fan clutch.
Below is the quick disconnect connected together along with hose 4720-01-189-0853 [4720011890853]. Note we have applied Rectorseal to all pipe threads.
The fan used for either 6.2 or the 6.5 NA on the v-belt application is4140-01-211-8403 [4140012118403]. As discussed in this post, the quality and materials appear to be comparable to OEM. The fan itself centers on the diameter of the fan clutch. We had to dress the inside of the fan in order to install it. We do not feel this to be a flaw, but rather precise hand-fitting of the fan to the fan clutch.
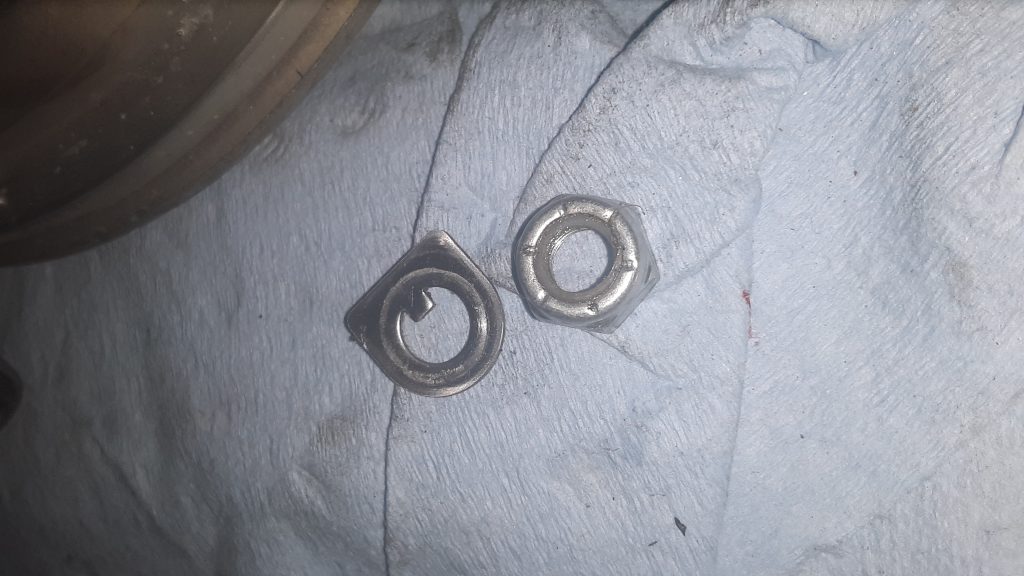
The lock washers taken off of the fan appeared to have not retained its spring-like characteristics. We believe they used Grade 5 or less washers on installation. We replaced those washers with Grade 8 (the gold ones) to ensure locking capacity. (Of note, we also used Blue Loctite as an extra safety measure).
The silver lock washers were removed from the vehicle, the gold Grade 8 ones were used to replace them. Note: there are four lock washers required, only two of each were photographed as examples.Picture of fan assembled to fan clutch.
Having disassembled, inspected and repaired the fan clutch in a prior post, we install the clutch to the water pump (of which we discussed interchanges).
Torquing fan clutch to water pump bolts. Note use of aluminum tubing to stop rotation of fan assembly during torquing.
We were unable to easily locate the torque specifications for the fasteners. We referred to Alma Bolt Company & Prime Fasteners’ torque specifications for Grade 5 and Grade 8 bolts. Being that the fasteners on our powerplant were socket head (allen bolt), this is generally an indication of a Grade 8 fastener. According to Alma Bolt’s chart, a 3/8″ Grade 8 has a specified torque of 44 ft. lbs. for a plain bolt, and 33 ft. lbs. for a plated (or wet) bolt.
We set our torque wrench to 32 ft. lbs. and after applying Red Loctite to each fastener, evenly tightened down the fan clutch. After subsequent review, we note that TM 9-2320-280-20-2 specifies 45 lb-ft (page 3-135 Change 3 at c.1.). This is within the specifications provided in the Alma Bolt chart, as the TM does not specify use of loctite which lubricates the thread causing a lower torque reading to equal the same “tightness” as a higher torque with dry threads.
The first step (once the fan clutch has been removed from the engine) is to remove the lock nut 5310-01-194-0481 [5310011940481] and locking tab 5310-01-189-8468 [5310011898468] from the face of the cylinder assembly 2930-01-189-1744 [2930011891744].
Self locking nut and locking tab from front of fan clutch
Next, install two 3/8 x 5″ (or so) bolts as shown below and tighten the shaft assembly 4079-38441-01 (no NSN) into housing assembly 4040-38442-01 (no NSN) enough to release the spring tension to remove the six capscrews 5305-00-052-6456 [5305000526456] holding the back plate on . Remove the backing plate. Do not, under any circumstance, remove the backing plate screws without a method (such as the bolts indicated in the picture) in place. There is a spring under pressure and failure to properly restrain it can lead to serious injury or even death.
Once the backing plate is removed, the clutch lining 2930-01-189-8643 [2930011898643] can be removed. It is not uncommon to stop at this phase, if the problem was that the fan wouldn’t DIS-engage because the lining had “frozen” to the shaft assembly. If not being replaced, the lining can be cleaned up using emery cloth or similar. The clutch surface of the shaft assembly can also be polished in this manner.
Friction lining removed, shaft assembly under spring tension (held safely by 3/8 bolts).
Once the spring pressure is completely relieved by slowly releasing tension on the safety bolts, the safety bolts can be removed. Inspect the inner bearings as well as the Torrington-style bearing and seals. Replace any damaged parts.
The below view shows the spring, seal and inner bearing. Ensure all O-rings are serviceable, and that the bearing surface on the shaft assembly is not damaged.
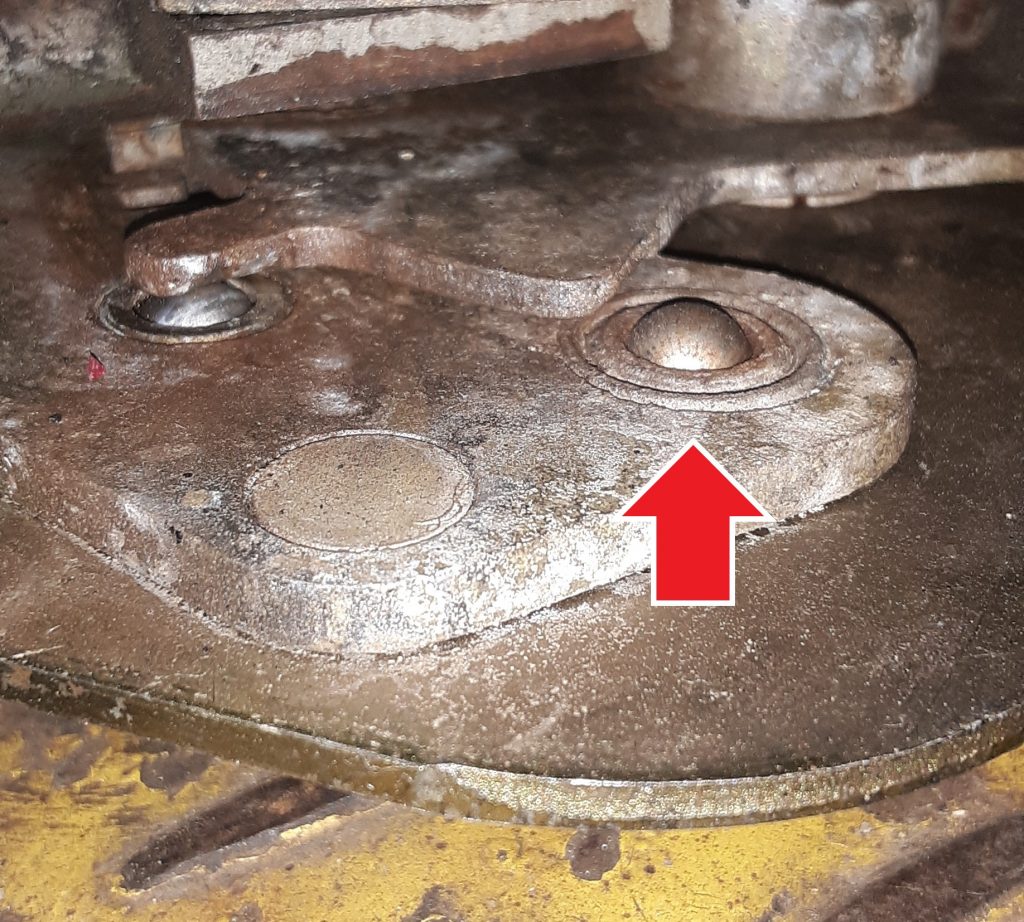
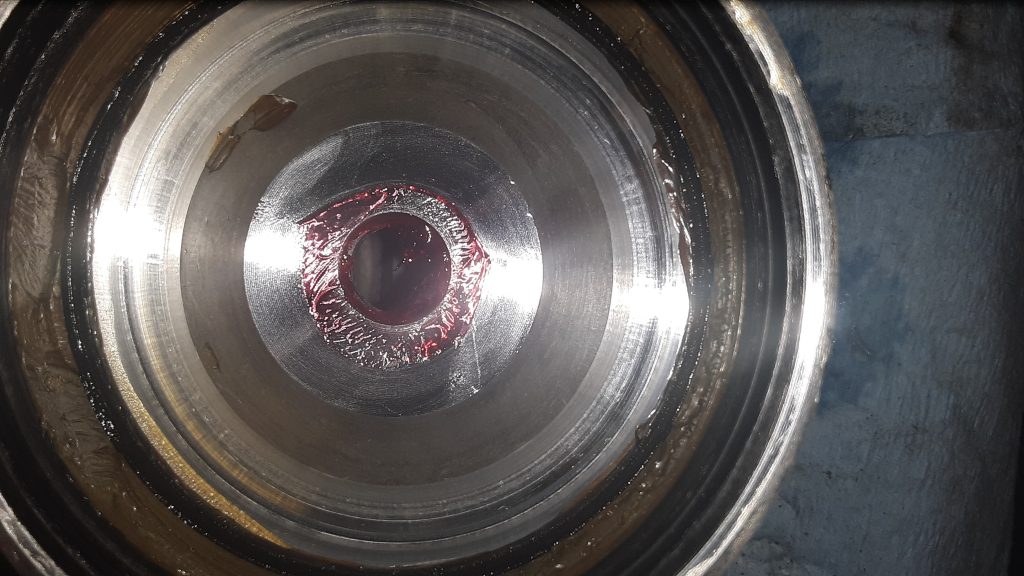
On reassembly, there is often leakage at the front O-ring, even when a new O-ring is used. Because of the likelihood of leakage, we recommend use of Loctite® 518 (or similar) on the sealing surface indicated by the Red Arrow in the picture below, as well as the corresponding location.
Reassemble the entire unit as it was disassembled. Again, Use safety precautions during reassembly because you are putting a lot of potential energy into the spring as it is tightened. Improper assembly can potentially cause serious injury or even death. If you have any doubts, please refer this to a professional or person experienced in assembling spring loaded machinery.