It seems that most people fail to understand the difficulty of repairing or the time and expense to repair damaged transmission cooling lines. Both the lines in our M1038 and from our new powerplant were damaged, and unusable.
We could have just substituted hose for the lines. However, tubing is far sturdier, and rated for higher pressures. Consequently, tubing is less likely to fail than a long length of hose. Arguably, there is some cooling effect to be accomplished just from the +/- 20 feet of line.
We determined that it would be virtually impossible to install factory cooling lines without removing the cooling stack and possibly even the powertrain. As a result, we used 3/8″ brake tubing and made our own.
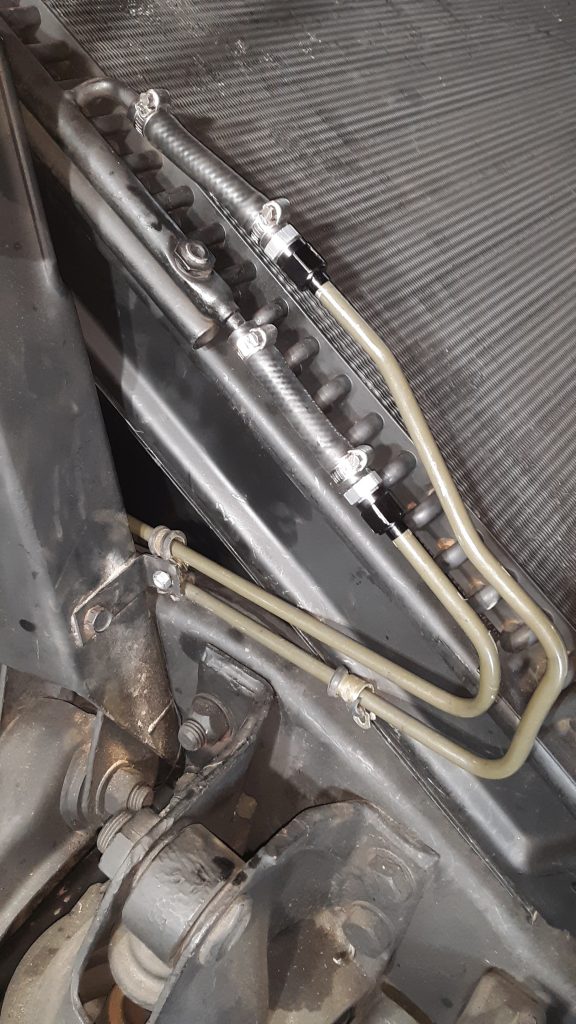
We fabricated our cooling lines in two pieces (each line) that joins at the frame near the idler arm. This allowed us to have the complex bends on the front section, and allows for it to be somewhat easily installed. We do not have a 3/8″ beading tool — If we did, we would simply have beaded the ends. However, using a Ridgid 41162 377 flaring tool (which provides the proper 37 degree angle for AN fittings) and used Russell -6 AN tube sleeves and nuts to connect an AN to 3/8″ hose barb. This ensures a leak-free connection.
Although the transmission pressure through the cooler only reaches a maximum of 30 p.s.i., we were still concerned about preventing leaks between the hose and the tubing without having a bead.
Although the AN connectors are not cheap, we already owned the Ridgid flaring tool, and the cost of the fittings was considerably less than a beading tool.